【应用课题】 现场环境相关的课题
介绍实际在现场应用的解决方法。介绍现场改进的诀窍。
在高温工件上安装激光
课题1
生产铸造品。目前是在成品上打刻,但正在考虑用激光刻印机在铸造后直接刻印二维码,实现工序内管理。
但刚铸造好的产品温度有几百度,担心激光刻印机的耐热性能达不到要求。该怎么办呢?
解决
建议透过玻璃进行刻印!
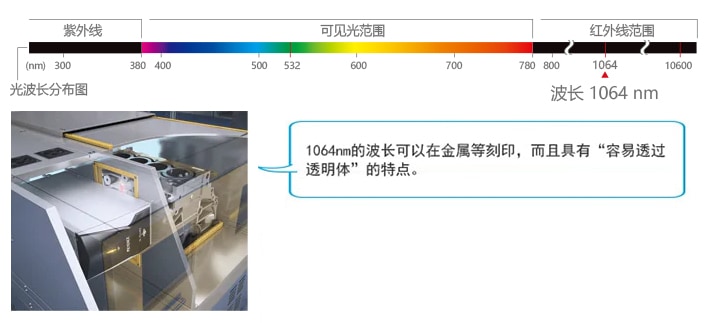
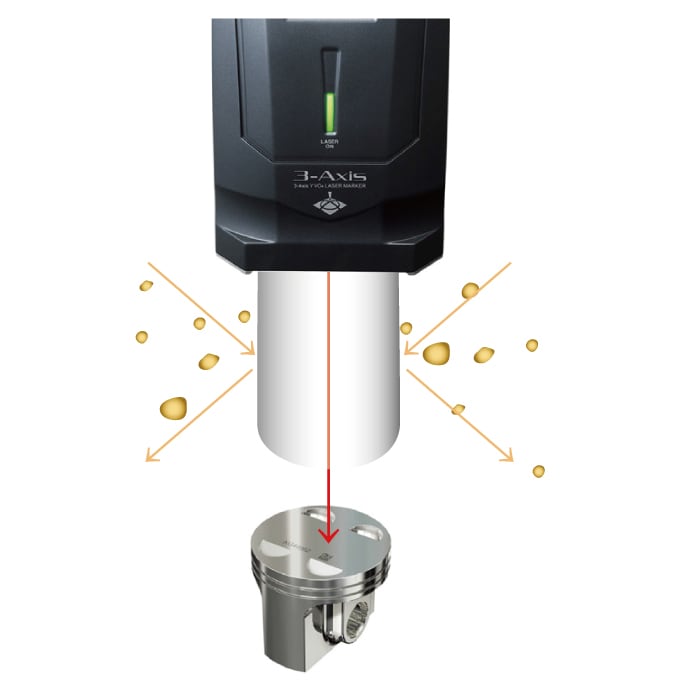
在刚铸造好的产品上刻印本身是几乎没有问题的。但如果产品温度有几百度,其周围的环境温度也会上升,会大大超出激光刻印机的使用环境温度,无法直接使用。这种情况也有很好的解决方法。就是在产品和激光刻印机之间插入耐热玻璃即可。通常,刻印金属时一般使用波长为1064nm的YVO4激光或YAG激光,而这个波长的激光具有“容易透过透明体”的特点,所以可以这样安装。
可在刚铸造好的高温工件上刻印

可以在有油飞溅的环境中安装吗?
课题2
正在考虑安装在线激光刻印机,但会有机械油飞溅,这样可以吗?
我们想要在镜头前安装保护镜片,但需要定期清洁,有点麻烦,而且担心负责卫生的人员不能打扫干净。
解决
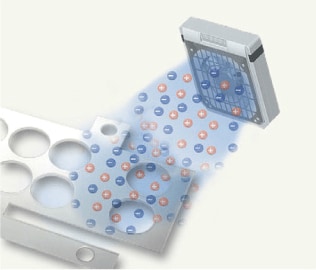
建议使用防油罩!
最初在线安装时,清洁会有点麻烦。
一旦安装防油罩后,可以防止周围飞溅的油附着到镜片上,后续无需维护。在护罩内使用除雾器效果会很好。
激光刻印机的免维护性,大大减少了维护工时及成本。
基恩士的专业知识为您解决更多问题。
不想产品上有刻印碎屑、烟尘附着
课题3
正在考虑用激光刻印机切割透明薄膜,但产品上总会沾上激光加工时产生的烟尘。
难道还是要用刀具加工吗?
解决
建议使用适合树脂产品的9.3μm波长激光!
照射激光时产生的烟尘会因激光的热量而升华。
如果是9.3μm短波长激光,具有出色的热吸收特性,无需多余的热量即可加工。不会产生多余的烟尘。
实现出色的加工品质,防止烟尘沾附到产品上。
另外,使用基恩士的除静电器,效果会更好。
实现高品质刻印和加工的原理
- 标准波长
-
10.6 µm波长的型号
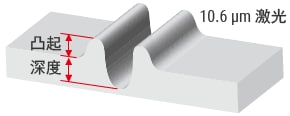
损伤较大、较粗糙的深度刻印
- 短波长
-
ML-Z
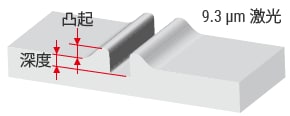
损伤更小、更清晰的浅度刻印
- 削减高昂的金属模型制作费用
- 无需维修,品质稳定
- 切换简单,只需替换数据即可
刻印碎屑堆积在导向槽上
课题4
现在用激光刻印机在树脂连接器上刻印,但会有刻印碎屑堆积,即使进行定期清洁,仍有刻印不良。
即使将集尘机开到最大也不太有效果...
有什么好方法吗?
解决
有两种方法。(1)使用9.3μm短波长激光 (2)对导向槽进行处理
- 如果是9.3μm短波长激光,具有出色的热吸收特性,不会产生多余的烟尘。烟尘量减少后,就不会有刻印碎屑堆积。
- 刻印碎屑堆积在导向槽上的原因在于升华的物质在导向槽上冷却。因此,如果导向槽远离产品或对导向槽加热,可以防止刻印碎屑附着。

基恩士的专业知识为您解决更多问题。
我们将为您提供适合现场的方案。



